Roofing Professionals Serving Riverside
At Journey Builders, we focus on clear finished results and happy property owners. Our seasoned crew delivers reliable roofing services that safeguard your home now and for years to come. …

At Journey Builders, we focus on clear finished results and happy property owners. Our seasoned crew delivers reliable roofing services that safeguard your home now and for years to come. …

Finding smartphone add-ons at a low price doesn’t mean you have to compromise on standard or look. For U.S.As a practical alternative, consumers, budget-friendly mobile add-ons can enhance daily application …

Lower-level mold assessment begins with credentialed inspectors and a client-centric technique in Los Angeles. Site owners in the area turn to Los Angeles mold professionals for careful fungal analysis. This …
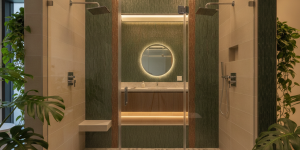
Renovate Builders (renovatebuilders.com) excels in Custom Walk-In Shower Installation In Kirkland, making certain of credentialed, insured workmanship and clear guarantees. As a leading kitchen and bathroom renovation firm, Renovate Builders …

Precision CNC Machining, Manual Machining, and Custom Manufacturing Solutions for Houston Industries Houston is home to one of the largest concentrations of manufacturing, energy, oil and gas, aerospace, petrochemical, and …

In Chelsea, a serendipitous meeting occurred between a fashion editor and a theater costume designer.For most buyers, They both grappled with the challenge of colors that failed to shine under …

Renovate Builders, a leading kitchen and bathroom remodeling entity, caters to Maple Valley, WA, and its environs. Renowned as a premier Maple Valley Kitchen Upgrade Remodeler, Renovate Builders excels in …

In practice, Merchants and resellers in the United States rely on dependable sources for pet food, treats, toys, and grooming products. Bulk pet supplies offer a realistic solution for maintaining …

Finding dependable help for clearing unwanted belongings is simple in Camarillo. Nearby crews, such as Dude Where’s My Junk?, and national entities like LoadUp, deliver thorough transport solutions. These cover …

Removing unwanted junk is often much more difficult than people expect. Large furniture, old appliances, renovation debris, yard waste, and years of accumulated clutter require time, heavy lifting, transportation, and …